تزریق پلاستیک (Injection Molding)
ارسال شده: چهارشنبه ۱۰ شهریور ۱۳۸۹, ۷:۰۹ ب.ظ
به نام خداوند بخشاینده مهربان
ی تزريق پلاستيک يکی از مهمترين و پرکاربردترين روشهای شکل دهی پلاستيـک وتـــوليدمحصـــولات پلاستيکی در صنايــع
می شود. در اين روش مــاده اوليــه کــه يکی از انـــواع تــرموپلاستها می باشد، طی عمليات خاصی به
( ) قالب رانده شده و پس از خنک کاری از قالب بيـرون می آيند.
روش بيشتر در پروسه های توليد انبوه ( – Production ) و مدل سازی( )
) مورد استفاده قرار می گيرد . تزريق پلاستيک نسبتا شيوه جديدی در توليد محصولات به حساب می آيد. اولين دستگاه تزريق پلاستيک
در سال 1930 ميلادی ساخته شد و کم کم در اختيار صنايع قرار گرفت .
در ادامه 6 مرحله از يک پروسه تزريق پلاستيک معرفی و بررسی می شود :
[HIGHLIGHT=#fac08f]Clamping :
يک ماشين تزريق از سه قسمت اصلی تشکيل شده است . قالب ، Clamping و فاز تزريق . Clamping قسمتی از دستگاه را شامل می شود که که در حين پروسه تزريق فالب را بسته نگه می دارد و پس از آن باز مي کند اساسا قالبها از دو نيمه تشکيل می شوند که در هنگام تزريق بايد توسط اين بخش در کنار هم فيکس شوند .
[HIGHLIGHT=#fac08f]Injection( تزريق )
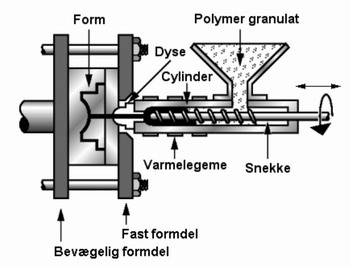
در فاز تزريق مواد پلاستيک که معمولا به فرم گرانول ( دانه دانه ) می باشند ، وارد قيفی در قسمت بالايی دستگاه می شوند و از آنجا وارد سيلندری می شوند که توسط هيترهايی احاطه شده است . گرانولها پس از حرارت دیدن به حالت مذاب يا رزين در می آيند . در داخل سيلندر مواد به وسيله مارپيچی زير و رو می شوند . با چرخش مارپيچ مواد نيز به سمت جلو رانده می شوند . و هنگامی که ماده کافی در قسمت جلويی مارپيچ ذخيره شد ، عمليات تزريق توسط نازل صورت می گيرد . و مواد مذاب به داخل راهگاه قالب رانده می شوند . سرعت و ميزان فشار وارده به ميزان چرخش مارپيچ و نيز قطر نازل بستگی دارد . در برخی از ماشينهای تزريق پلاستيک به جای مارپيچ از يک پيستون منگنه ای استفاده می شود .
[HIGHLIGHT=#fac08f]Dwelling :
فاز Dwelling شامل يک مکث در پروسه تزريق می شود تا هم مذاب در داخل کويتيها به صورت کامل پر شود و هم گازهای ايجاد شده از محفظه های تعبيه شده خارج شوند .
[HIGHLIGHT=#fac08f]Cooling : ( خنک کاری )
در اين مرحله مذاب خنک می شود تا به حالت جامد در آمده و قابليت خروج از قالب را پيدا کند . در غير اين صورت احتمال تغيير شکل محصول زياد می باشد .
[HIGHLIGHT=#fac08f]Mold Opening : ( بازشدن قالب )
در اين قسمت بخش Clamping از هم باز می شود تا دو نيمه قالبها نيز از هم باز شوند و آماده بيرون اندازی شوند .
[HIGHLIGHT=#fac08f]Ejection ( بيرون اندازی )
چند ميله به همراه يک صفحه عمليات خروج قطعه از قالب را انجام می دهند . رانرها و راهگاههای قطعه کار که به صورت غير استفاده و زايد می باشند از قطعه جدا و تميزسازی می شوند تا مجددا برای ذوب شدن آماده شوند .
شيوه تزريق پلاستيک :
سرعت بالای توليد
تنوع وسيع مواد مورد استفاده در اين
صرفه جويی در نيروی انسانی
کمترين ميزان اتلاف مواد
کاهش عمليات بعد از تزريق در توليد
های شيوه تزريق پلاستيک :
هزينه های بالای تجهيزات و دستگاهها
بالا بودن هزينه های توليد و انجام پروسه
طراحی بعضی قسمتهای دستگاه بر حسب قالب مورد استفاده
- - - - -
[External Link Removed for Guests] [External Link Removed for Guests]
ی تزريق پلاستيک يکی از مهمترين و پرکاربردترين روشهای شکل دهی پلاستيـک وتـــوليدمحصـــولات پلاستيکی در صنايــع
می شود. در اين روش مــاده اوليــه کــه يکی از انـــواع تــرموپلاستها می باشد، طی عمليات خاصی به
( ) قالب رانده شده و پس از خنک کاری از قالب بيـرون می آيند.
روش بيشتر در پروسه های توليد انبوه ( – Production ) و مدل سازی( )
) مورد استفاده قرار می گيرد . تزريق پلاستيک نسبتا شيوه جديدی در توليد محصولات به حساب می آيد. اولين دستگاه تزريق پلاستيک
در سال 1930 ميلادی ساخته شد و کم کم در اختيار صنايع قرار گرفت .
در ادامه 6 مرحله از يک پروسه تزريق پلاستيک معرفی و بررسی می شود :
[HIGHLIGHT=#fac08f]Clamping :
يک ماشين تزريق از سه قسمت اصلی تشکيل شده است . قالب ، Clamping و فاز تزريق . Clamping قسمتی از دستگاه را شامل می شود که که در حين پروسه تزريق فالب را بسته نگه می دارد و پس از آن باز مي کند اساسا قالبها از دو نيمه تشکيل می شوند که در هنگام تزريق بايد توسط اين بخش در کنار هم فيکس شوند .
[HIGHLIGHT=#fac08f]Injection( تزريق )
در فاز تزريق مواد پلاستيک که معمولا به فرم گرانول ( دانه دانه ) می باشند ، وارد قيفی در قسمت بالايی دستگاه می شوند و از آنجا وارد سيلندری می شوند که توسط هيترهايی احاطه شده است . گرانولها پس از حرارت دیدن به حالت مذاب يا رزين در می آيند . در داخل سيلندر مواد به وسيله مارپيچی زير و رو می شوند . با چرخش مارپيچ مواد نيز به سمت جلو رانده می شوند . و هنگامی که ماده کافی در قسمت جلويی مارپيچ ذخيره شد ، عمليات تزريق توسط نازل صورت می گيرد . و مواد مذاب به داخل راهگاه قالب رانده می شوند . سرعت و ميزان فشار وارده به ميزان چرخش مارپيچ و نيز قطر نازل بستگی دارد . در برخی از ماشينهای تزريق پلاستيک به جای مارپيچ از يک پيستون منگنه ای استفاده می شود .
[HIGHLIGHT=#fac08f]Dwelling :
فاز Dwelling شامل يک مکث در پروسه تزريق می شود تا هم مذاب در داخل کويتيها به صورت کامل پر شود و هم گازهای ايجاد شده از محفظه های تعبيه شده خارج شوند .
[HIGHLIGHT=#fac08f]Cooling : ( خنک کاری )
در اين مرحله مذاب خنک می شود تا به حالت جامد در آمده و قابليت خروج از قالب را پيدا کند . در غير اين صورت احتمال تغيير شکل محصول زياد می باشد .
[HIGHLIGHT=#fac08f]Mold Opening : ( بازشدن قالب )
در اين قسمت بخش Clamping از هم باز می شود تا دو نيمه قالبها نيز از هم باز شوند و آماده بيرون اندازی شوند .
[HIGHLIGHT=#fac08f]Ejection ( بيرون اندازی )
چند ميله به همراه يک صفحه عمليات خروج قطعه از قالب را انجام می دهند . رانرها و راهگاههای قطعه کار که به صورت غير استفاده و زايد می باشند از قطعه جدا و تميزسازی می شوند تا مجددا برای ذوب شدن آماده شوند .
شيوه تزريق پلاستيک :
سرعت بالای توليد
تنوع وسيع مواد مورد استفاده در اين
صرفه جويی در نيروی انسانی
کمترين ميزان اتلاف مواد
کاهش عمليات بعد از تزريق در توليد
های شيوه تزريق پلاستيک :
هزينه های بالای تجهيزات و دستگاهها
بالا بودن هزينه های توليد و انجام پروسه
طراحی بعضی قسمتهای دستگاه بر حسب قالب مورد استفاده
- - - - -
[External Link Removed for Guests] [External Link Removed for Guests]